Underground Mine Dewatering Pump
Overview
Underground mine dewatering pumps are essential components of mine drainage systems, designed to remove accumulated water in mines, tunnels, and other underground construction projects, ensuring a safe and dry working environment.
Based on structure and working principle, they are mainly classified as follows:
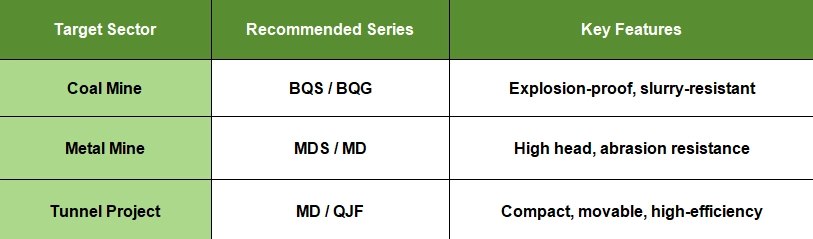
• Horizontal Multistage Centrifugal Pump (MD / MDS Series):
High-efficiency design (≥77%), suitable for general mine dewatering and slightly particle-laden water (≤1.5% solids by volume).
MD Type: For clean or slightly turbid water.
MDS Type: Abrasion-resistant type, suitable for water containing fine particles (≤0.5 mm).
• Explosion-proof Submersible Pump (BQS Series):
Designed for underground coal mines with gas (methane) or explosive environments. Capable of pumping water containing coal slurry and sand (particle size ≤11 mm). Ideal for emergency or rescue dewatering.
• Pneumatic Diaphragm Pump (BQG Series):
Air-driven, intrinsically safe, suitable for localized sewage discharge and slurry transfer in high-gas zones. No electric power required; excellent explosion-proof performance.

Typical Applications
Coal mine auxiliary dewatering systems
Shaft bottom and sump drainage (preferably with submersible pumps)
Metal mine shaft and inclined shaft dewatering
Tunnel and drift drainage
Emergency dewatering and mine rescue operations
Borehole and deep-level dewatering (using high-head multistage centrifugal pumps)

Key Advantages
High Efficiency & Reliability:
Large flow and high head design for rapid dewatering. Explosion-proof structure meets GB 3836.1–2010 / IECEx standards.Durable & Corrosion-resistant:
Constructed from special wear-resistant and anti-corrosive materials; suitable for water containing solids or corrosive agents.Modular & Easy Maintenance:
Compact modular construction enables quick installation and servicing in confined underground conditions.Energy Saving:
Optimized hydraulic design and high-efficiency motors reduce energy consumption and operational cost.

Optional Accessories
Automatic control cabinet (PLC-based)
Discharge hose assemblies and quick couplings
Portable skid frames for emergency use
Flow and pressure monitoring systems

Wiring of explosion-proof motors must comply with applicable mine explosion-proof standards and regulations.
Specify cable types and ratings, explosion-proof junction boxes, required IP rating, certified cable glands, and bonding/earthing arrangements.
All electrical installation and termination must be performed by qualified personnel authorized for mine/explosion-proof works.
Where applicable, integrate gas monitoring interlocks and emergency shutdown interfaces.
Recommended spare-parts kit
Mechanical seals: 2 sets.
Bearings: 1 set.
Impeller: 1 spare.
Diaphragms (for diaphragm pumps): 2 pieces.
Assorted fittings, couplings, gaskets, and fasteners.
Inspection / Maintenance Schedule
Continuous (24 h): Operational monitoring (pump run status, alarms).
Weekly: Visual check of piping, valve positions, cable condition, and general leakage.
Monthly: Vibration check, bearing temperature, seal leakage check, motor current & voltage check.
Annual: Full inspection—disassembly as required, alignment check, performance test, replacement of worn parts, electrical inspection.
1. Low flow
Likely causes: Closed/partially closed discharge or suction valve, suction blockage, air entrainment, worn impeller, insufficient pump speed or low motor voltage.
Immediate actions: Check valves and open as required; inspect and clear suction line/strain ers; verify motor supply and speed; inspect impeller for wear and replace if necessary.
2. Reduced head / pressure drop
Likely causes: Impeller wear/damage, worn wear rings, partial discharge blockage, operating far from BEP.
Immediate actions: Inspect impeller and wear parts; clear discharge line; adjust operating point toward BEP (throttle or VFD); replace worn components.
3. Excessive vibration
Likely causes: Poor foundation or loose anchors, misalignment, bearing failure, unbalanced impeller, two-phase flow.
Immediate actions: Stop pump if vibration is severe; check/tighten foundation bolts; verify shaft alignment; inspect bearings and impeller balance; correct piping support.
4. Bearing overheating
Likely causes: Inadequate lubrication, misalignment, solid particle ingestion, overload.
Immediate actions: Check lubrication level/type; stop and inspect bearings if temperatures exceed safe limits; realign shaft; reduce load or replace bearings.
5. Mechanical seal leakage
Likely causes: Seal wear or damage, abrasive particles, shaft runout, incorrect installation.
Immediate actions: If minor seepage during run-in is observed, monitor; for persistent or heavy leakage, shut down, inspect and replace seal; check shaft runout and abrasion damage.
Installation — Key Points
Submersible Pumps (Submersibles)
Base support and stable seating.
Flexible connection on the discharge line (soft/expansion coupling).
Sump/sedimentation chamber and check/backflow valve arrangement.
Lifting rope/strap arrangement for safe retrieval and maintenance.
Proper grounding and mechanical/electrical protection for all cables.
Horizontal (Base-Mounted) Pumps
Level, flat, and rigid foundation.
Pump–driver shaft alignment (concentricity / coupling alignment).
Verify suction pipe diameter and check NPSH margin (ensure NPSH_Available > NPSH_Required).
Provide adequate supports and designated lifting/anchoring points.
Pneumatic Diaphragm Pumps
Conditioned air supply: filtration, pressure regulation, and drying.
Bypass and safety/relief valve configuration in air and fluid circuits.
Ensure easy access for diaphragm replacement and exhaust/vent maintenance.
FAQs
Q:What are the electrical and explosion-proof key points?
A: Explosion-proof motor wiring must comply with applicable mine/explosion-proof standards. Specify cable types and ratings, explosion-proof junction boxes, required IP rating, bonding/earthing arrangements, and certified cable glands. All electrical work must be performed by qualified personnel per mine safety regulations.
Q: What is the recommended inspection schedule?
A:Recommended checkpoints: continuous monitoring during operation (24 h); weekly visual/operational inspection; monthly routine checks (vibration, bearing temperature, seal leak checks); annual comprehensive inspection (disassembly, alignment, full performance test).
Q: How should a horizontal (base-mounted) pump be installed?
A: Install on a flat, level foundation; verify pump–driver shaft alignment (concentricity); confirm suction pipe diameter and ensure adequate NPSH margin (NPSH available > NPSH required); and secure supports and lifting/anchoring points for safe handling.